专业玻璃生产厂家
定制、生产、批发一站式服务
咨询热线
139-8374-8182

专业玻璃生产厂家
定制、生产、批发一站式服务
咨询热线
139-8374-8182

手机:13983748182(胡经理)
网址:www.hnnxbl.com
地址:海南省澄迈县金马大道一横路西段海南振邦物流园一期12#仓储的2#/3#/4#跨
今天我们来讲一下海南钢化玻璃平整度控制方法。
替换钢化炉陶瓷辊时,尽可能选用质量较好的陶瓷辊道,在海南钢化玻璃进入钢化炉的加热段前,须让陶瓷辊道有足够的时间进行预热,使辊道的各个部分受热均匀,消除应力,减少辊道的热变形。
在打磨清理陶瓷辊表面时,要对整个辊子表面统一进行打磨,不能只对粘接有杂质的局部进行打磨,打磨时要不段转动辊子,做到使辊子的各部位磨损均匀,并且要定期检查调整辊道的高度,使辊道在运动时表面为同一个平面。对于风冷段的辊道,要定期对辊道表面缠绕的尼龙绳或隔热材料进行检查,一旦发现在破裂现象,要及时对其进行替换。
加热温控不当引起的海南钢化玻璃平整度不良
玻璃加热不当引起玻璃平整度不良的主要原因:玻璃在加热时上下两个表面存在温度差,玻璃表面各个部位存在温度差。
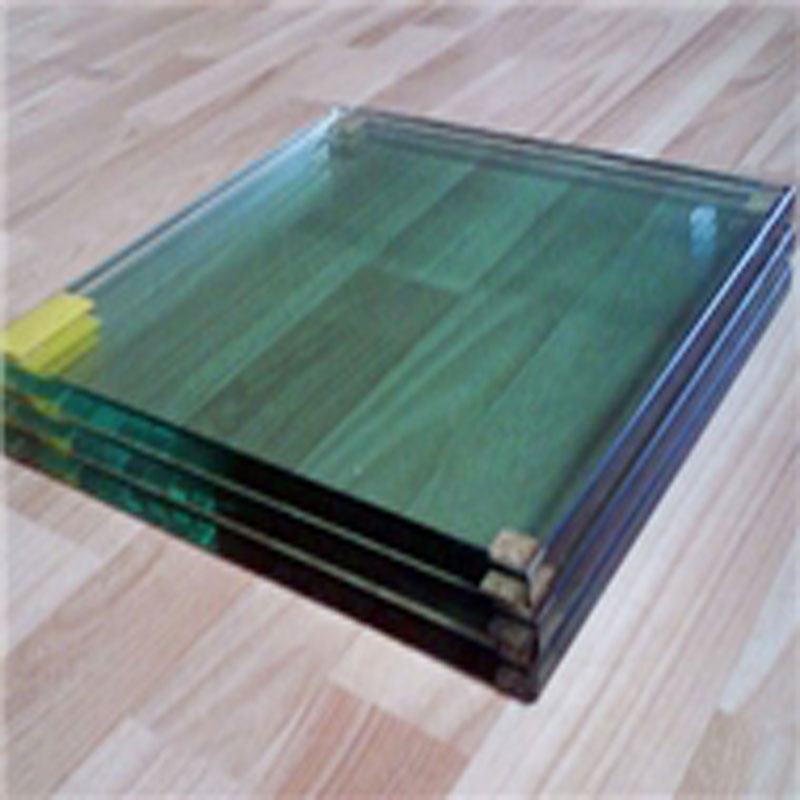
海南钢化玻璃安装
玻璃加热时上下表面存在温度差
海南钢化玻璃在加热炉内通过传导、辐射、对流三种方式对玻璃进行加热,玻璃被传递到加热炉辊道上时,玻璃的下表面直接与陶瓷辊相接触,这时玻璃的下表面直接以热传导的方式受热,而玻璃的上表面则是通过热辐射的方式进行受热。热传导对玻璃的加热速度要高于热辐射的速度,这时如果加热炉内的上下炉温设置相同,且没有开启炉内加热平衡进行对流加热,玻璃下表面的温度将高于玻璃的上表面,由于玻璃的热膨胀系数较高,一旦玻璃的上下表面存在温度差,玻璃下表面的膨胀速度将高于玻璃的上表面,这样会造成玻璃周边翘离辊道向上弯曲,形成只有玻璃中间部位与辊道相接触承载整体玻璃的重量。当玻璃继续被加热,玻璃中间与辊道接触的部位先达到软化温度,会造成玻璃中间部位塑性变形出现辊道印痕。上下表面存在温度差的玻璃在进行风冷淬火时,温度高的那一面的收缩要大于温度低的那一面,如果玻璃下表面的温度高于上表面,会造成玻璃的向下弯曲。
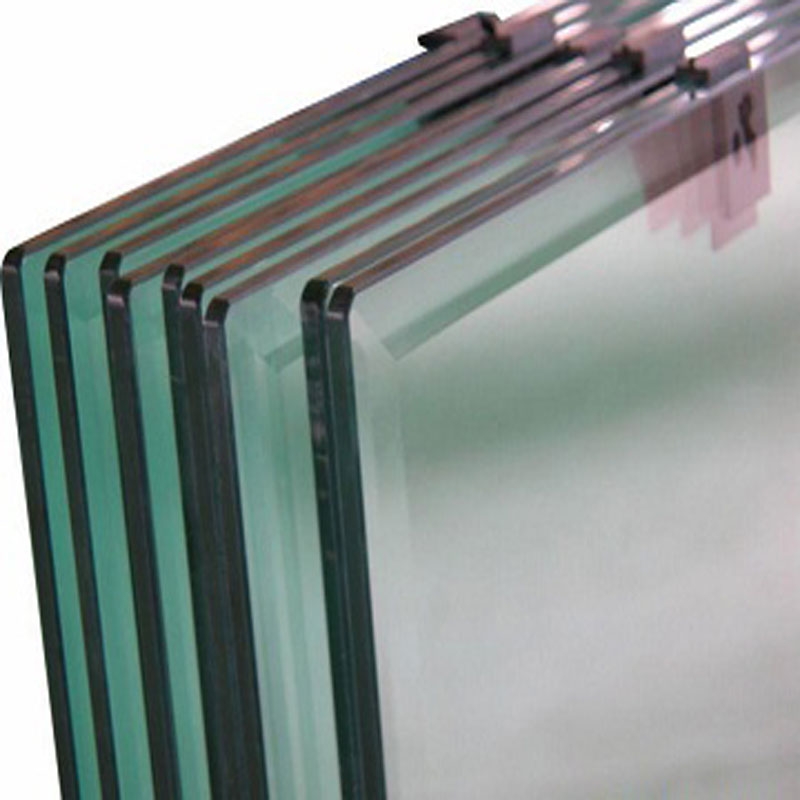
海南钢化玻璃安装
海南钢化玻璃表面各个部位存在温度差
玻璃表面温度差主要有:玻璃中间部位温度高于边部、玻璃边部的温度高于中部、玻璃表面无规律性温度不均。
海南钢化玻璃中间部位温度高于边部。玻璃从加热炉出来进入风冷段前,如果玻璃的中部温度高于边部温度,玻璃在冷却过程中,中间部位的收缩会高于边部的收缩,会导致结果玻璃的边部尺寸大于中间尺寸,在玻璃的边部形成较大的压缩应力,为平衡这种不均衡的应力,玻璃呈现马鞍形状。
玻璃边部的温度高于中部。如果玻璃从加热炉出来进入风冷段前,玻璃的边部温度高于玻璃的中部温度,那么玻璃在冷却过程中较热的边部收缩量将大于中部的收缩量,玻璃的边部尺寸会小于中部尺寸,在玻璃的边部形成较大的张应力,结果会导致玻璃出现凸起且向两个方向改变的锅底形状。
海南钢化玻璃表面无规律性温度分布不均。钢化炉加热段设备状态不良,局部炉丝损坏,或局部炉丝功率下降、温度传感器失真、玻璃上片位置不合理等,都会使玻璃受热不均。受热不均匀的玻璃,在进行风冷时,玻璃的不同区域冷却收缩量不同,从而导致玻璃的平整度不良。

手机:13983748182(胡经理)
网址:www.hnnxbl.com
地址:海南省澄迈县金马大道一横路西段海南振邦物流园一期12#仓储的2#/3#/4#跨

扫一扫 添加微信
营业执照